Page 1 of 1
Turning tricks
Posted: Fri Aug 07, 2020 1:47 am
by Toni
For years I've mulled around picking up a desktop metal lathe and finally pulled the trigger. I wouldn't mind something a little bigger and nicer but for the price and what I will realistically do with it, the Harbor Freight Central Machinery model is fine.
Some of you guys probably have machining experience but I've only done a little doing grunt work for my college's formula team. They don't exactly accept a Computer Science major very easily lol. My dad was a toolmaker for over 35 years at a govt arsenal so I figure, it would be a fun to learn from him.
"They" say when you first get the machine to tear it apart and give it a good cleaning to remove the storage grease and tune the gibs etc. So I picked up a parts cleaner bin and went at it. Glad I did, sooo many manufacturing shavings in the sliding bits...

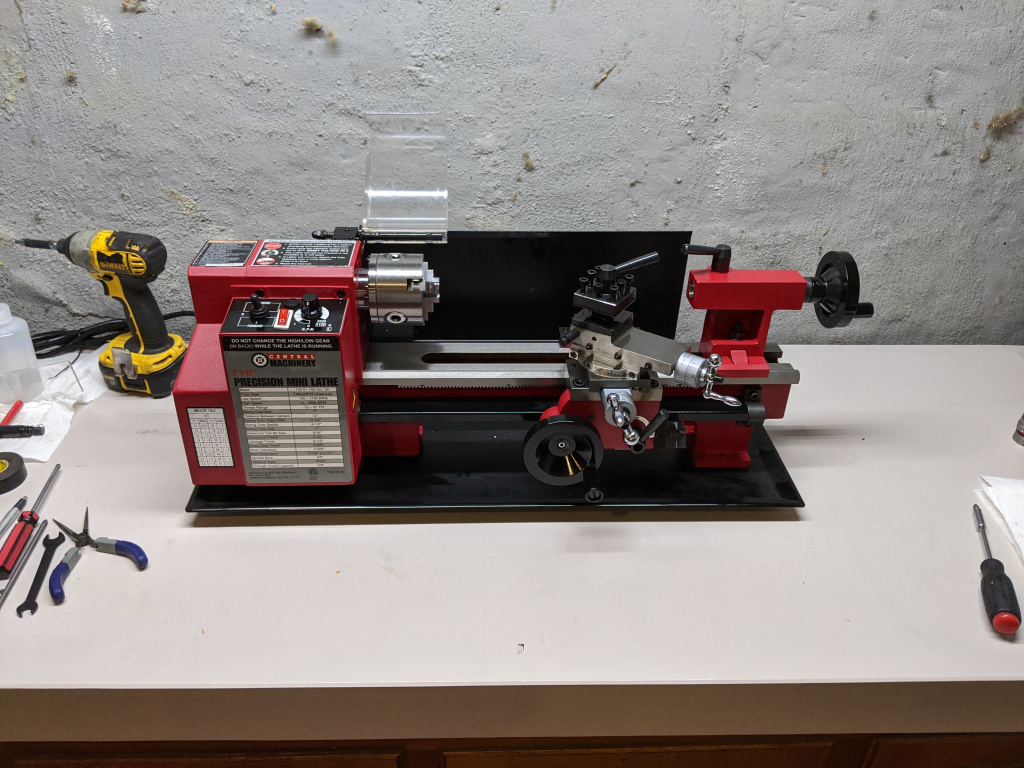

My dad has accumulated a ton of machining tools so he gave me a bunch of whatever he had lying around. HSS bits, drills, calipers, micrometers, etc. Even a nice $300 Jacobs keyless tailstock chuck

Overkill for this machine haha.



After some basics, went through doing some threading as it's a bit more complicated that just turning diameter down.

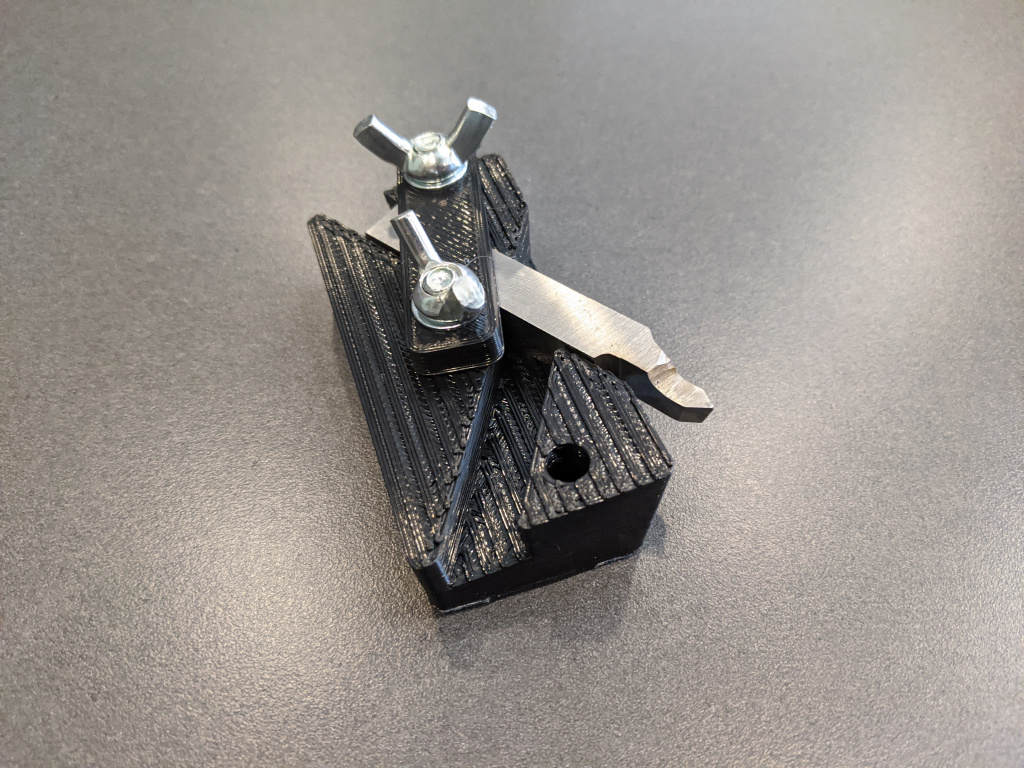
The 60 degree threading tool needed some sharpening, so I designed and printed a grinding jig to make it easier to grind the side angles and end relief.
Here we go, first thread.

I needed to commemorate this somehow. Got the idea to make a fidget widget keychain out of it and CNC Mill out my buddy's monogram as a gift for helping me lift it on the table.

Re: Turning tricks
Posted: Fri Aug 07, 2020 1:47 am
by Toni
The next project I had in mind to practice with is a bit more useful. I've wanted to extend a few of these Nebo flashlights I have to use standard 18650 rechargeable batteries instead of a 3xAAA pack. I actually printed one but realized(way after) that it needed to conduct lol.
This adapter turned out to be a little interesting for a first project which is fun! I first needed to confidently thread the inside up against a shoulder. So instead of threading toward the stock, I ground a left internal threading tool bit so I could cut the threads in reverse. Spent a lot of time grinding but it came out and worked great.
Here it is next to a right tool I bought.

I made the adapter completely without removing it from the chuck. That took a bit of planning which took drawing a few pictures but eventually got it figured out.

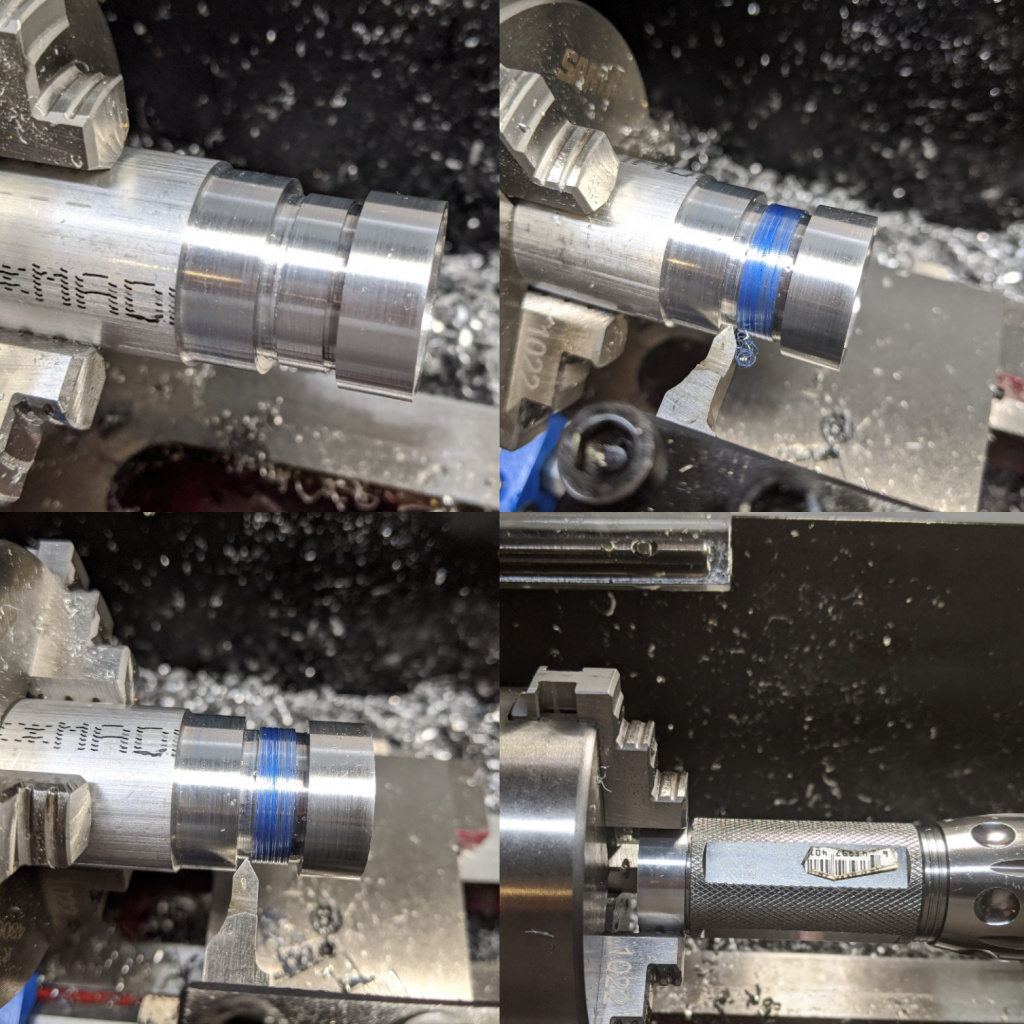
It works! Although, the M24x1.0 was a bit tough to cut, I may need to tighten some more stuff up and sharpen my bits a little bit better to single point cut sucha thread.


Re: Turning tricks
Posted: Fri Aug 07, 2020 2:08 am
by DCIV
Pics didn’t work?
Coop
Re: Turning tricks
Posted: Fri Aug 07, 2020 2:24 am
by Toni
[quote=""DCIV""]Pics didnt work?
Coop[/quote]
Hmm, something is wrong with my host...not my fault lol.
Re: Turning tricks
Posted: Fri Aug 07, 2020 2:27 am
by Toni
Apparently, I timed this right when my host is in a 2hr scheduled maintenance

Re: Turning tricks
Posted: Fri Aug 07, 2020 2:31 am
by DCIV
So my dad has a jewelers lathe and ungodly amounts of all this stuff as well. All I’ve ever made was a wrist pin punch. Lol.
Coop
Re: Turning tricks
Posted: Fri Aug 07, 2020 3:03 am
by ChargerX3
Nice work. How did you do the threads?
Re: Turning tricks
Posted: Fri Aug 07, 2020 3:06 am
by Toni
[quote=""ChargerX3""]Nice work. How did you do the threads?[/quote]
Are the pictures working now?
Not sure what level of detail you are asking about but I used 60degree HSS threading bits to do single point threading. One I ground myself and the other I had. As opposed to a tap and die.
Re: Turning tricks
Posted: Fri Aug 07, 2020 1:03 pm
by ChargerX3
Yea pics work. That has got to be speed and timing precision for threads. As there is no automation.
Re: Turning tricks
Posted: Fri Aug 07, 2020 1:39 pm
by aaronatstate
[quote=""ChargerX3""]That has got to be speed and timing precision for threads. As there is no automation.[/quote]
The lathe still has ratios to set for the speed and how fast the cutter moves, and the cutter will move when engaged, you just adjust the cutter speed for the thread pitch. The thread size comes from the major diameter, and minor diameter. The angle of the threads (at least for UNF and Metric) is always 60°.
Typing it out, it sounds simple, but it really takes a lot of practice and patience to get right.
Re: Turning tricks
Posted: Fri Aug 07, 2020 1:48 pm
by Jeff V.
That's some pretty cool stuff.
Re: Turning tricks
Posted: Fri Aug 07, 2020 2:08 pm
by Toni
Now, what can I make for the 3s?
Annnnnnd go!
Re: Turning tricks
Posted: Fri Aug 07, 2020 2:23 pm
by ChargerX3
[quote=""aaronatstate""]The lathe still has ratios to set for the speed and how fast the cutter moves, and the cutter will move when engaged, you just adjust the cutter speed for the thread pitch. The thread size comes from the major diameter, and minor diameter. The angle of the threads (at least for UNF and Metric) is always 60°.
Typing it out, it sounds simple, but it really takes a lot of practice and patience to get right.[/quote]
It doesnt sound simple. Lol. Thats bad ass though. Lots of new projects come to mind now.
Re: Turning tricks
Posted: Fri Aug 07, 2020 2:27 pm
by Toni
[quote=""aaronatstate""]The lathe still has ratios to set for the speed and how fast the cutter moves, and the cutter will move when engaged, you just adjust the cutter speed for the thread pitch. The thread size comes from the major diameter, and minor diameter. The angle of the threads (at least for UNF and Metric) is always 60°.
Typing it out, it sounds simple, but it really takes a lot of practice and patience to get right.[/quote]
This for sure *100 lol. Even once you get the basic "how" the machine can do the timing, I learned that there are a few ways in the procedure to cut a thread on a lathe. This is apparently a very debatable thing, akin to which oil threads lol.
Then you get into the engineering aspects of a thread and there are different tolerance levels, essentially, on the farm vs outer space lol. I was able to make an M24x1.0(this is probably considered an "extra super fine thread" or something lol) that fit the part I have on hand. In order to make it work well with another M24x1.0 part from a different shop, I would have to pay attention to a lot more detail and measuring to ensure a proper fit.
These are somet things I'm learning and I assume every engineer learns. Then there are shortcuts and things machinists learn either through training or apprenticeship that would scare the engineer at the computer I'm sure haha.
Re: Turning tricks
Posted: Fri Aug 07, 2020 3:11 pm
by aaronatstate
[quote=""Toni""]This for sure *100 lol. Even once you get the basic "how" the machine can do the timing, I learned that there are a few ways in the procedure to cut a thread on a lathe. This is apparently a very debatable thing, akin to which oil threads lol.
Then you get into the engineering aspects of a thread and there are different tolerance levels, essentially, on the farm vs outer space lol. I was able to make an M24x1.0(this is probably considered an "extra super fine thread" or something lol) that fit the part I have on hand. In order to make it work well with another M24x1.0 part from a different shop, I would have to pay attention to a lot more detail and measuring to ensure a proper fit.
These are somet things I'm learning and I assume every engineer learns. Then there are shortcuts and things machinists learn either through training or apprenticeship that would scare the engineer at the computer I'm sure haha.[/quote]
M24x1.0 is like extra super duper fine (technical term).
Considering M24 is usually x3 or x2 for coarse/fine
In school I didn't learn about threads etc. in my engineering classes, just what size bolts to use based on their failure strength (grade 8 etc.) which we would look up in tables.
I did learn about threads though in the machine shop class I took. I didn't learn how to cut threads on a lathe, as that was the next level class, but we did have to learn about pitch, major od, minor od etc. and what they meant to a thread.
Re: Turning tricks
Posted: Fri Aug 07, 2020 3:39 pm
by DCIV
[quote=""Toni""]Now, what can I make for the 3s?
Annnnnnd go![/quote]
I want euro center gauges in my car. 3d print that...and go.
Coop
Re: Turning tricks
Posted: Thu May 13, 2021 7:15 pm
by Toni
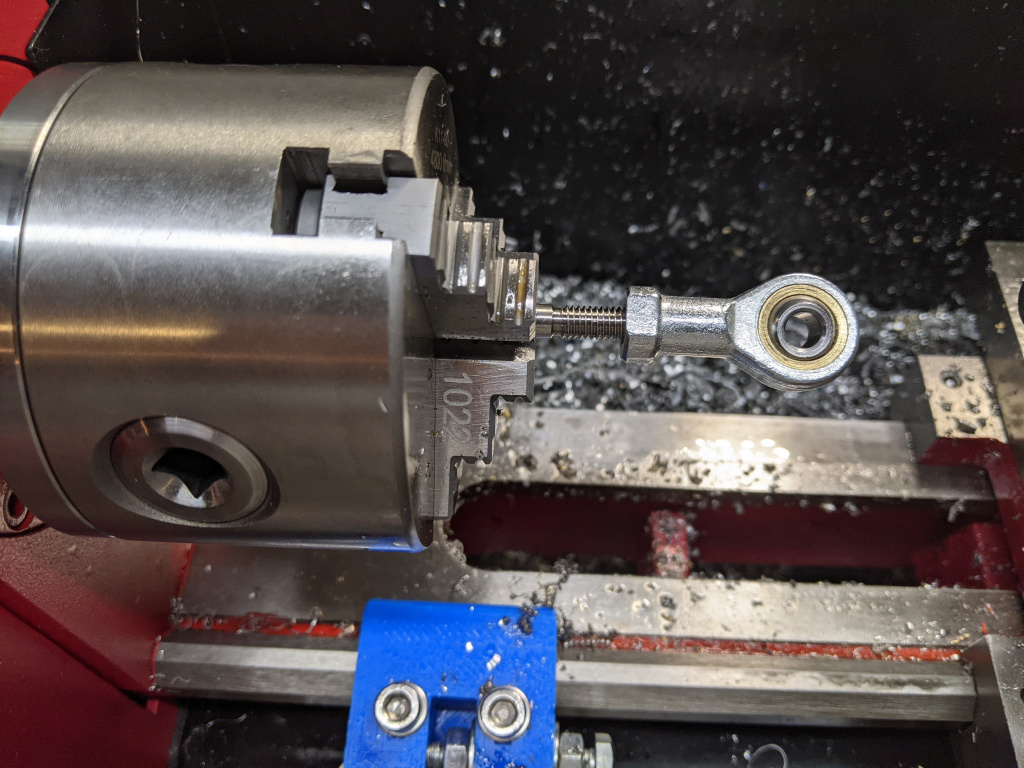
Tried cutting some stainless steel for the first time. It worked ok, it's much harder than the AL I was cutting before. This is for a linkage arm. I had issues with it being too thin and flexible and can't use the live center to support it because it would be in the way.
Since this isn't going on a space ship...I just pressed a brass bar against it so to prevent the deflection during threading.
I didn't actually intend to do this on the lathe with single point threading. I thought my dad gave me an m6x1mm die but alas, he did not.
end result

I also tried out using thread pitch gauge wires. You put these in the threads straight across and measure the whole thing with a caliper. It tells you what your pitch diameter is to compare to the spec of the thread size. It basically just uses circles and triangles/maths to figure it out but simplifies it to a measurement followed by subtracting a constant provided from a chart.

Oh I also had to machine out a brass bushing sliver because the leadscrew had too much backlash and I couldn't adjust it far enough to make it tight. I used some old plumbing I ripped out of the house


Re: Turning tricks
Posted: Thu May 13, 2021 9:40 pm
by ChargerX3
Nice machine work. I wish i had a lathe or mill.
Re: Turning tricks
Posted: Fri May 14, 2021 4:05 pm
by Toni
[quote=""ChargerX3""]Nice machine work. I wish i had a lathe or mill.[/quote]
I'd like to get a mill, but I wouldn't use it too often. Granted, I don't use this lathe very much either lol.
I did pick up a milling adapter to try to use on this lathe. You put the endmill in the lathe chuck and a vertical clamp onto the slide. It's not stiff enough for hogging a lot of material and probably will only work on non-ferrous metals. We'll see how it works. I need to make a mounting plate but haven't gotten around to it yet.

Re: Turning tricks
Posted: Fri May 14, 2021 8:03 pm
by ChargerX3
Nice. That should open up some opportunities.